回流焊原理以及工藝
1�����、什么是回流焊
回流焊是英文Reflow是通過重新熔化預(yù)先分配到印制板焊盤上的膏裝軟釬焊料��,實(shí)現(xiàn)表面組裝元器件焊端或引腳與印制板焊盤之間機(jī)械與電氣連接的軟釬焊��?���;亓骱甘菍⒃骷附拥絇CB板材上,回流焊是對(duì)表面帖裝器件的�。回流焊是靠熱氣流對(duì)焊點(diǎn)的作用,膠狀的焊劑在一定的高溫氣流下進(jìn)行物理反應(yīng)達(dá)到SMD的焊接�����;之所以叫"回流焊"是因?yàn)闅怏w在焊機(jī)內(nèi)循環(huán)流動(dòng)產(chǎn)生高溫達(dá)到焊接目的���。
回流焊原理分為幾個(gè)描述:
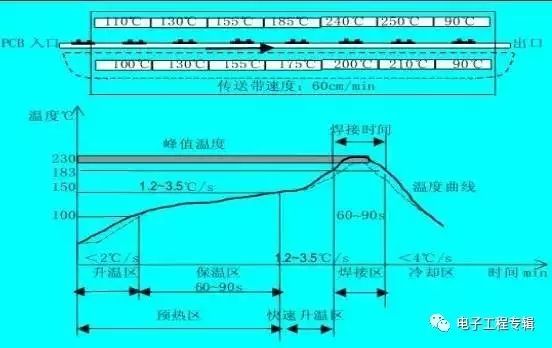
(回流焊溫度曲線圖)
A.當(dāng)PCB進(jìn)入升溫區(qū)時(shí)�����,焊膏中的溶劑��、氣體蒸發(fā)掉����,同時(shí)����,焊膏中的助焊劑潤(rùn)濕焊盤�、元器件端頭和引腳���,焊膏軟化����、塌落�、覆蓋了焊盤,將焊盤���、元器件引腳與氧氣隔離����。
B.PCB進(jìn)入保溫區(qū)時(shí)���,使PCB和元器件得到充分的預(yù)熱����,以防PCB突然進(jìn)入焊接高溫區(qū)而損壞PCB和元器件��。
C.當(dāng)PCB進(jìn)入焊接區(qū)時(shí),溫度迅速上升使焊膏達(dá)到熔化狀態(tài)����,液態(tài)焊錫對(duì)PCB的焊盤��、元器件端頭和引腳潤(rùn)濕���、擴(kuò)散�、漫流或回流混合形成焊錫接點(diǎn)��。
D.PCB進(jìn)入冷卻區(qū)���,使焊點(diǎn)凝固此�;時(shí)完成了回流焊����。
雙軌回流焊的工作原理
雙軌回流焊爐通過同時(shí)平行處理兩個(gè)電路板,可使單個(gè)雙軌爐的產(chǎn)能提高兩倍�����。目前, 電路板制造商僅限于在每個(gè)軌道中處理相同或重量相似的電路板�����。而現(xiàn)在, 擁有獨(dú)立軌道速度的雙軌雙速回流焊爐使同時(shí)處理兩塊差異更大的電路板成為現(xiàn)實(shí)。首先��,我們要了解影響熱能從回流爐加熱器向電路板傳遞的主要因素���。在通常情況下�,如圖所示���,回流焊爐的風(fēng)扇推動(dòng)氣體(空氣或氮?dú)猓┙?jīng)過加熱線圈�,氣體被加熱后�,通過孔板內(nèi)的一系列孔口傳遞到產(chǎn)品上。
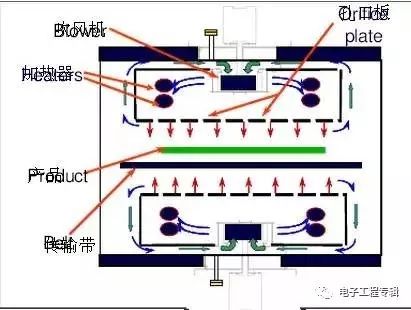
可用如下方程來描述熱能從氣流傳遞到電路板的過程��,q = 傳遞到電路板上的熱能; a = 電路板和組件的對(duì)流熱傳遞系數(shù); t = 電路板的加熱時(shí)間; A = 傳熱表面積 ; ΔT = 對(duì)流氣體和電路板之間的溫度差 我們將電路板相關(guān)參數(shù)移到公式的一側(cè)��,并將回流焊爐參數(shù)移到另一側(cè)���,可得到如下公式: q = a | t | A | | T
雙軌回流焊PCB已經(jīng)相當(dāng)普及�����,并在逐漸變得復(fù)那時(shí)起來���,它得以如此普及���,主要原因是它給設(shè)計(jì)者提供了極為良好的彈性空間,從而設(shè)計(jì)出更為小巧���,緊湊的低成本的產(chǎn)品。到今天為止����,雙軌回流焊板一般都有通過回流焊接上面(元件面),然后通過波峰焊來焊接下面(引腳面)��。目前的一個(gè)趨勢(shì)傾向于雙軌回流焊回流焊�����,但是這個(gè)工藝制程仍存在一些問題�。大板的底部元件可能會(huì)在第二次回流焊過程中掉落,或者底部焊接點(diǎn)的部分熔融而造成焊點(diǎn)的可靠性問題�����。
2�����、回流焊流程介紹
回流焊加工的為表面貼裝的板,其流程比較復(fù)雜�����,可分為兩種:?jiǎn)蚊尜N裝�����、雙面貼裝��。
A����,單面貼裝:預(yù)涂錫膏 → 貼片(分為手工貼裝和機(jī)器自動(dòng)貼裝) → 回流焊 → 檢查及電測(cè)試。
B�,雙面貼裝:A面預(yù)涂錫膏 → 貼片(分為手工貼裝和機(jī)器自動(dòng)貼裝) → 回流焊 →B面預(yù)涂錫膏 →貼片(分為手工貼裝和機(jī)器自動(dòng)貼裝)→ 回流焊 → 檢查及電測(cè)試。
回流焊的最簡(jiǎn)單的流程是"絲印焊膏--貼片--回流焊����,其核心是絲印的準(zhǔn)確,對(duì)貼片是由機(jī)器的PPM來定良率��,回流焊是要控制溫度上升和最高溫度及下降溫度曲線��。
回流焊工藝要求
回流焊技術(shù)在電子制造領(lǐng)域并不陌生,我們電腦內(nèi)使用的各種板卡上的元件都是通過這種工藝焊接到線路板上的���。這種工藝的優(yōu)勢(shì)是溫度易于控制�����,焊接過程中還能避免氧化�����,制造成本也更容易控制。這種設(shè)備的內(nèi)部有一個(gè)加熱電路�����,將氮?dú)饧訜岬阶銐蚋叩臏囟群蟠迪蛞呀?jīng)貼好元件的線路板���,讓元件兩側(cè)的焊料融化后與主板粘結(jié)�。
1�、要設(shè)置合理的再流焊溫度曲線并定期做溫度曲線的實(shí)時(shí)測(cè)試。
2���、要按照PCB設(shè)計(jì)時(shí)的焊接方向進(jìn)行焊接���。
3�����、焊接過程中嚴(yán)防傳送帶震動(dòng)�����。
4��、必須對(duì)首塊印制板的焊接效果進(jìn)行檢查���。
5、焊接是否充分����、焊點(diǎn)表面是否光滑��、焊點(diǎn)形狀是否呈半月狀����、錫球和殘留物的情況�����、連焊和虛焊的情況。還要檢查PCB表面顏色變化等情況���。并根據(jù)檢查結(jié)果調(diào)整溫度曲線��。在整批生產(chǎn)過程中要定時(shí)檢查焊接質(zhì)量��。
影響工藝的因素:
1�、通常PLCC�����、QFP與一個(gè)分立片狀元件相比熱容量要大��,焊接大面積元件就比小元件更困難些�����。
2���、在回流焊爐中傳送帶在周而復(fù)使傳送產(chǎn)品進(jìn)行回流焊的同時(shí),也成為一個(gè)散熱系統(tǒng)�����,此外在加熱部分的邊緣與中心散熱條件不同,邊緣一般溫度偏低�����,爐內(nèi)除各溫區(qū)溫度要求不同外�����,同一載面的溫度也差異�����。
3�����、產(chǎn)品裝載量不同的影響���?����;亓骱傅臏囟惹€的調(diào)整要考慮在空載�,負(fù)載及不同負(fù)載因子情況下能得到良好的重復(fù)性�。負(fù)載因子定義為: LF=L/(L+S);其中L=組裝基板的長(zhǎng)度�,S=組裝基板的間隔�����?;亓骱腹に囈玫街貜?fù)性好的結(jié)果,負(fù)載因子愈大愈困難����。通常回流焊爐的最大負(fù)載因子的范圍為0.5~0.9����。這要根據(jù)產(chǎn)品情況(元件焊接密度、不同基板)和再流爐的不同型號(hào)來決定��。要得到良好的焊接效果和重復(fù)性���,實(shí)踐經(jīng)驗(yàn)很重要的。
回流焊是SMT工藝的核心技術(shù)���,PCB上所有的電子元器件通過整體加熱一次性焊接完成��,電子廠SMT生產(chǎn)線的質(zhì)量控制占絕對(duì)分量的工作最后都是為了獲得優(yōu)良的焊接質(zhì)量��。設(shè)定好溫度曲線����,就管好了爐子,這是所有PE都知道的事�。很多文獻(xiàn)與資料都提到回流焊溫度曲線的設(shè)置。對(duì)于一款新產(chǎn)品�����、新爐子��、新錫膏��,如何快速設(shè)定回流焊溫度曲線����?這需要我們對(duì)溫度曲線的概念和錫膏焊接原理有基本的認(rèn)識(shí)。
本文以最常用的無鉛錫膏Sn96.5Ag3.0Cu0.5錫銀銅合金為例�,介紹理想的回流焊溫度曲線設(shè)定方案和分析其原理。如圖一 :
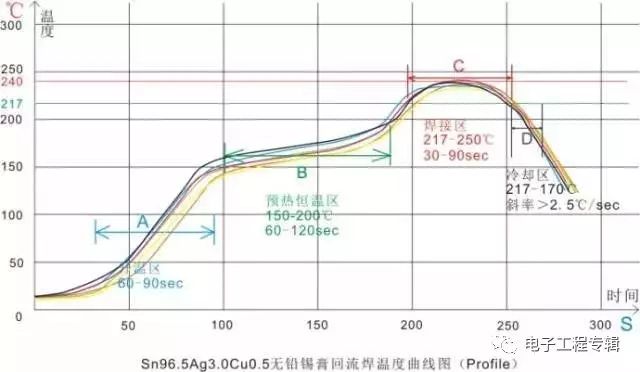
圖一 SAC305無鉛錫膏回流焊溫度曲線圖
圖一所示為典型的SAC305合金無鉛錫膏回流焊溫度曲線圖�����。圖中黃、橙�����、綠�����、紫�、藍(lán)和黑6條曲線即為溫度曲線。構(gòu)成曲線的每一個(gè)點(diǎn)代表了對(duì)應(yīng)PCB上測(cè)溫點(diǎn)在過爐時(shí)相應(yīng)時(shí)間測(cè)得的溫度�。隨著時(shí)間連續(xù)的記錄即時(shí)溫度,把這些點(diǎn)連接起來��,就得到了連續(xù)變化的曲線�。也可以看做PCB上測(cè)試點(diǎn)的溫度在爐子內(nèi)隨著時(shí)間變化的過程。
那么��,我們把這個(gè)曲線分成4個(gè)區(qū)域���,就得到了PCB在通過回流焊時(shí)某一個(gè)區(qū)域所經(jīng)歷的時(shí)間��。在這里�,我們還要闡明另一個(gè)概念“斜率①”��。用PCB通過回流焊某個(gè)區(qū)域的時(shí)間除以這個(gè)時(shí)間段內(nèi)溫度變化的絕對(duì)值�����,所得到的值即為“斜率”���。引入斜率的概念是為了表示PCB受熱后升溫的速率���,它是溫度曲線中重要的工藝參數(shù)。圖中A���、B����、C�、D四個(gè)區(qū)段,分別為定義為A:升溫區(qū) �,B:預(yù)熱恒溫區(qū)(保溫區(qū)或活化區(qū)),C:回流焊接區(qū)(焊接區(qū)或Reflow區(qū))�,D:冷卻區(qū)。
繼續(xù)深入解析個(gè)區(qū)段的設(shè)置與意義:
一.升溫區(qū)A
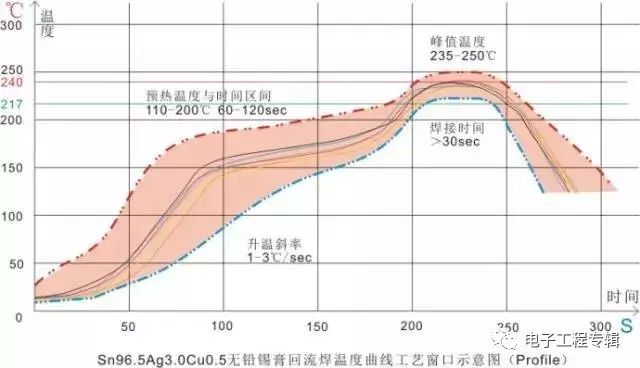
PCB進(jìn)入回流焊鏈條或網(wǎng)帶�,從室溫開始受熱到150℃的區(qū)域叫做升溫區(qū)。升溫區(qū)的時(shí)間設(shè)置在60-90秒���,斜率控制在2-4之間��。
此區(qū)域內(nèi)PCB板上的元器件溫度相對(duì)較快的線性上升�����,錫膏中的低沸點(diǎn)溶劑開始部分揮發(fā)�。若斜率太大,升溫速率過快��,錫膏勢(shì)必由于低沸點(diǎn)溶劑的快速揮發(fā)或者水氣迅速沸騰而發(fā)生飛濺��,從而在爐后發(fā)生“錫珠”缺陷�。過大的斜率也會(huì)由于熱應(yīng)力的原因造成例如陶瓷電容微裂、PCB板變形曲翹�、BGA內(nèi)部損壞等機(jī)械損傷。
升溫過快的另一個(gè)不良后果就是錫膏無法承受較大的熱沖擊而發(fā)生坍塌�����,這是造成“短路”的原因之一�����。長(zhǎng)期對(duì)制造廠的服務(wù)跟蹤��,很多廠商的SMT線該區(qū)域的斜率實(shí)際控制在1.5-2.5之間能得到滿意的效果。由于各個(gè)板載貼裝的元器件尺寸����、質(zhì)量不一�����,在升溫區(qū)結(jié)束時(shí)���,大小元器件之間的溫度差異相對(duì)較大�。
二.預(yù)熱恒溫區(qū)B
此區(qū)域在很多文獻(xiàn)和供應(yīng)商資料中也稱為保溫區(qū)����、活化區(qū)。
該區(qū)域PCB表面溫度由150℃平緩上升至200℃����,時(shí)間窗口在60-120秒之間。PCB板上各個(gè)部分緩緩受到熱風(fēng)加熱����,溫度隨時(shí)間緩慢上升。斜率在0.3-0.8之間�����。
此時(shí)錫膏中的有機(jī)溶劑繼續(xù)揮發(fā)?;钚晕镔|(zhì)被溫度激活開始發(fā)揮作用,清除焊盤表面�、零件腳和錫粉合金粉末中的氧化物。恒溫區(qū)被設(shè)計(jì)成平緩升溫的目的是為了兼顧PCB上貼裝的大小不一的元器件能均勻升溫�。讓不同尺寸和材料的元器件之間的溫度差逐漸減小,在錫膏熔融之前達(dá)到最小的溫差��,為在下一個(gè)溫度分區(qū)內(nèi)熔融焊接做好準(zhǔn)備���。這是防止“墓碑”缺陷的重要方法��。眾多無鉛錫膏廠商的SAC305合金錫膏配方里活性劑的活化溫度大都在150-200℃之間���,這也是本溫度曲線在這個(gè)溫度區(qū)間內(nèi)預(yù)熱的原因之一。
需要注意的是:1����、預(yù)熱時(shí)間過短?��;钚詣叟c氧化物反應(yīng)時(shí)間不夠����,被焊物表面的氧化物未能有效清除。錫膏中的水氣未能完全緩慢蒸發(fā)��、低沸點(diǎn)溶劑揮發(fā)量不足��,這將導(dǎo)致焊接時(shí)溶劑猛烈沸騰而發(fā)生飛濺產(chǎn)生“錫珠”�。潤(rùn)濕不足���,可能會(huì)產(chǎn)生浸潤(rùn)不足的“少錫”“虛焊”����、“空焊”�����、“漏銅”的不良���。2��、預(yù)熱時(shí)間過長(zhǎng)����。活性劑消耗過度��,在下一個(gè)溫度區(qū)域焊接區(qū)熔融時(shí)沒有足夠的活性劑即時(shí)清除與隔離高溫產(chǎn)生的氧化物和助焊劑高溫碳化的殘留物����。這種情況在爐后的也會(huì)表現(xiàn)出“虛焊”、“殘留物發(fā)黑”��、“焊點(diǎn)灰暗”等不良現(xiàn)象�。
三.回流焊接區(qū)C
回流區(qū)又叫焊接區(qū)或Refelow區(qū)。
SAC305合金的熔點(diǎn)在217℃-218℃之間④���,所以本區(qū)域?yàn)椋?17℃的時(shí)間�����,峰值溫度<245℃����,時(shí)間30-70秒���。形成優(yōu)質(zhì)焊點(diǎn)的溫度一般在焊料熔點(diǎn)之上15-30℃左右����,所以回流區(qū)最低峰值溫度應(yīng)該設(shè)置在230℃以上??紤]到Sn96.5Ag3.0Cu0.5無鉛錫膏的熔點(diǎn)已經(jīng)在217℃以上,為照顧到PCB和元器件不受高溫?fù)p壞����,峰值溫度最高應(yīng)控制在250℃以下,筆者所見大部分工廠實(shí)際峰值溫度最高在245℃以下�。
預(yù)熱區(qū)結(jié)束后,PCB板上溫度以相對(duì)較快的速率上升到錫粉合金液相線�����,此時(shí)焊料開始熔融���,繼續(xù)線性升溫到峰值溫度后保持一段時(shí)間后開始下降到固相線。
此時(shí)錫膏中的各種組分全面發(fā)揮作用:松香或樹脂軟化并在焊料周圍形成一層保護(hù)膜與氧氣隔絕�。表面活性劑被激活用于降低焊料和被焊面之間的表面張力,增強(qiáng)液態(tài)焊料的潤(rùn)濕力��?���;钚詣├^續(xù)與氧化物反應(yīng),不斷清除高溫產(chǎn)生的氧化物與被碳化物并提供部分流動(dòng)性�����,直到反應(yīng)完全結(jié)束。部分添加劑在高溫下分解并揮發(fā)不留下殘留物����。高沸點(diǎn)溶劑隨著時(shí)間不斷揮發(fā),并在回焊結(jié)束時(shí)完全揮發(fā)���。穩(wěn)定劑均勻分布于金屬中和焊點(diǎn)表面保護(hù)焊點(diǎn)不受氧化���。焊料粉末從固態(tài)轉(zhuǎn)換為液態(tài),并隨著焊劑潤(rùn)濕擴(kuò)展���。少量不同的金屬發(fā)生化學(xué)反應(yīng)生產(chǎn)金屬間化合物���,如典型的錫銀銅合金會(huì)有Ag3Sn、Cu6Sn5生成�。
回焊區(qū)是溫度曲線中最核心的區(qū)段。峰值溫度過低���、時(shí)間過短�,液態(tài)焊料沒有足夠的時(shí)間流動(dòng)潤(rùn)濕,造成“冷焊”�、“虛焊”、“浸潤(rùn)不良(漏銅)”��、“焊點(diǎn)不光亮”和“殘留物多”等缺陷��;峰值溫度過高或時(shí)間過長(zhǎng)��,造成“PCB板變形”��、“元器件熱損壞”����、“殘留物發(fā)黑”等等缺陷。它需要在峰值溫度����、PCB板和元器件能承受的溫度上限與時(shí)間����、形成最佳焊接效果的熔融時(shí)間之間尋求平衡,以期獲得理想的焊點(diǎn)���。
四.冷卻區(qū)D
焊點(diǎn)溫度從液相線開始向下降低的區(qū)段稱為冷卻區(qū)���。通常SAC305合金錫膏的冷卻區(qū)一般認(rèn)為是217℃-170℃之間的時(shí)間段(也有的文獻(xiàn)提出最低到150℃)���。
由于液態(tài)焊料降溫到液相線以下后就形成固態(tài)焊點(diǎn),形成焊點(diǎn)后的質(zhì)量短期內(nèi)肉眼無法判斷�,所以很多工廠往往不是很重視冷卻區(qū)的設(shè)定。然而焊點(diǎn)的冷卻速率關(guān)乎焊點(diǎn)的長(zhǎng)期可靠性�,不能不認(rèn)真對(duì)待。
冷卻區(qū)的管控要點(diǎn)主要是冷卻速率����。經(jīng)過很多焊錫實(shí)驗(yàn)室研究得出的結(jié)論:快速降溫有利于得到穩(wěn)定可靠的焊點(diǎn)。
通常人們的直覺認(rèn)為應(yīng)該緩慢降溫���,以抵消各元器件和焊點(diǎn)的熱沖擊�����。然而���,回流焊錫膏釬焊慢速冷卻會(huì)形成更多粗大的晶粒,在焊點(diǎn)界面層和內(nèi)部生較大Ag3Sn�、Cu6Sn5等金屬間化合物顆粒。降低焊點(diǎn)機(jī)械強(qiáng)度和熱循環(huán)壽命�����,并且有可能造成焊點(diǎn)灰暗光澤度低甚至無光澤。
快速的冷卻能形成平滑均勻而薄的金屬間化物�����,形成細(xì)小富錫枝狀晶和錫基體中彌散的細(xì)小晶粒����,使焊點(diǎn)力學(xué)性能和可靠性得到明顯的提升與改善。
生產(chǎn)應(yīng)用中���,并不是冷卻速率越大越好����。要結(jié)合回流焊設(shè)備的冷卻能力���、板子���、元器件和焊點(diǎn)能承受的熱沖擊來考量����。應(yīng)該在保證焊點(diǎn)質(zhì)量時(shí)不損害板子和元器件之間尋求平衡。最小冷卻速率應(yīng)該在2.5℃以上,最佳冷卻速率在3℃以上����。考慮到元器件和PCB能承受的熱沖擊���,最大冷卻速率應(yīng)該控制在6-10℃���。工廠在選擇設(shè)備時(shí),最好選擇帶水冷功能的回流焊而獲得較強(qiáng)的冷卻能力儲(chǔ)備����。
3、回流焊技術(shù)有那些優(yōu)勢(shì)����?
1)再流焊技術(shù)進(jìn)行焊接時(shí),不需要將印刷電路板浸入熔融的焊料中��,而是采用局部加熱的方式完成焊接任務(wù)的�;因而被焊接的元器件受到熱沖擊小,不會(huì)因過熱造成元器件的損壞���。
2)由于在焊接技術(shù)僅需要在焊接部位施放焊料��,并局部加熱完成焊接�����,因而避免了橋接等焊接缺陷����。
3)再流焊技術(shù)中,焊料只是一次性使用�,不存在再次利用的情況,因而焊料很純凈���,沒有雜質(zhì)��,保證了焊點(diǎn)的質(zhì)量�。
4��、回流焊的注意事項(xiàng)
1.橋聯(lián)
回流焊焊接加熱過程中也會(huì)產(chǎn)生焊料塌邊����,這個(gè)情況出現(xiàn)在預(yù)熱和主加熱兩種場(chǎng)合,當(dāng)預(yù)熱溫度在幾十至一百度范圍內(nèi)�,作為焊料中成分之一的溶劑即會(huì)降低粘度而流出,如果其流出的趨勢(shì)是十分強(qiáng)烈的����,會(huì)同時(shí)將焊料顆粒擠出焊區(qū)外的含金顆粒,在熔融時(shí)如不能返回到焊區(qū)內(nèi)����,也會(huì)形成滯留的焊料球。 除上面的因素外����,SMD元件端電極是否平整良好,電路線路板布線設(shè)計(jì)與焊區(qū)間距是否規(guī)范�����,阻焊劑涂敷方法的選擇和其涂敷精度等都會(huì)是造成橋聯(lián)的原因�。
2.立碑元件浮高(曼哈頓現(xiàn)象)
片式元件在遭受回流焊急速加熱情況下發(fā)生的翹立,這是因?yàn)榧睙崾乖啥舜嬖跍夭?,電極端一邊的焊料完全熔融后獲得良好的濕潤(rùn),而另一邊的焊料未完全熔融而引起濕潤(rùn)不良�,這樣促進(jìn)了元件的翹立。因此���,回流焊加熱時(shí)要從時(shí)間要素的角度考慮�,使水平方向的加熱形成均衡的溫度分布�����,避免回流焊急熱的產(chǎn)生。
防止元件翹立的主要因素有以下幾點(diǎn):
①選擇粘接力強(qiáng)的焊料��,焊料的印刷精度和元件的貼裝精度也需提高���;
②元件的外部電極需要有良好的濕潤(rùn)性和濕潤(rùn)穩(wěn)定性���。推薦:溫度40℃以下,濕度70%RH以下��,進(jìn)廠元件的使用期不可超過6個(gè)月��;
③采用小的焊區(qū)寬度尺寸����,以減少焊料熔融時(shí)對(duì)元件端部產(chǎn)生的表面張力。另外可適當(dāng)減小焊料的印刷厚度���,如選用100μm�����;
④焊接溫度管理?xiàng)l件設(shè)定也是元件翹立的一個(gè)因素�����。通常的目標(biāo)是加熱要均勻����,特別在元件兩連接端的焊接圓角形成之前���,均衡加熱不可出現(xiàn)波動(dòng)����。
3.潤(rùn)濕不良
潤(rùn)濕不良是指回流焊焊接過程中焊料和電路基板的焊區(qū)(銅箔)或SMD的外部電極��,經(jīng)浸潤(rùn)后不生成相互間的反應(yīng)層���,而造成漏焊或少焊故障�����。其中原因大多是焊區(qū)表面受到污染或沾上阻焊劑���,或是被接合物表面生成金屬化合物層而引起的。譬如銀的表面有硫化物���、錫的表面有氧化物都會(huì)產(chǎn)生潤(rùn)濕不良�。另外焊料中殘留的鋁、鋅����、鎘等超過0.005%以上時(shí),由于焊劑的吸濕作用使活化程度降低��,也可發(fā)生潤(rùn)濕不良�。因此在焊接基板表面和元件表面要做好防污措施。選擇合適的焊料�����,并設(shè)定回流焊合理的焊接溫度曲線����。
無鉛焊接的五個(gè)步驟:
1、選擇適當(dāng)?shù)牟牧虾头椒?
在無鉛焊接工藝中���,焊接材料的選擇是最具挑戰(zhàn)性的���。因?yàn)閷?duì)于無鉛焊接工藝來說,無鉛焊料、焊膏�、助焊劑等材料的選擇是最關(guān)鍵的,也是最困難的�����。在選擇這些材料時(shí)還要考慮到焊接元件的類型����、線路板的類型����,以及它們的表面涂敷狀況。選擇的這些材料應(yīng)該是在自己的研究中證明了的���,或是權(quán)威機(jī)構(gòu)或文獻(xiàn)推薦的���,或是已有使用的經(jīng)驗(yàn)。把這些材料列成表以備在工藝試驗(yàn)中進(jìn)行試驗(yàn)����,以對(duì)它們進(jìn)行深入的研究,了解其對(duì)工藝的各方面的影響�。
對(duì)于焊接方法,要根據(jù)自己的實(shí)際情況進(jìn)行選擇,如元件類型:表面安裝元件��、通孔插裝元件���;線路板的情況��;板上元件的多少及分布情況等����。對(duì)于表面安裝元件的焊接����,需采用回流焊的方法;對(duì)于通孔回流焊插裝元件���,可根據(jù)情況選擇波峰焊�����、浸焊或噴焊法來進(jìn)行焊接���。波峰焊更適合于整塊板(大型)上通孔插裝元件的焊接;浸焊更適合于整塊板(小型)上或板上局部區(qū)域通孔插裝元件的回流焊焊接�;局噴焊劑更適合于板上個(gè)別元件或少量通孔插裝元件的回流焊焊接�����。另外�����,還要注意的是���,無鉛回流焊焊接的整個(gè)過程比含鉛焊料的要長(zhǎng),而且所需的焊接溫度要高��,這是由于無鉛焊料的熔點(diǎn)比含鉛焊料的高���,而它的浸潤(rùn)性又要差一些的緣故。 在焊接方法選擇好后����,其焊接工藝的類型就確定了。這時(shí)就要根據(jù)焊接工藝要求選擇設(shè)備及相關(guān)的工藝控制和工藝檢查儀器��,或進(jìn)行升級(jí)�����。焊接設(shè)備及相關(guān)儀器的選擇跟焊接材料的選擇一樣,也是相當(dāng)關(guān)鍵的����。
2、確定工藝路線和工藝條件
在第一步完成后��,就可以對(duì)所選的焊接材料進(jìn)行焊接工藝試驗(yàn)��。通過試驗(yàn)確定工藝路線和工藝條件�。在試驗(yàn)中,需要對(duì)列表選出的焊接材料進(jìn)行充分的試驗(yàn)�����,以了解其特性及對(duì)工藝的影響���。這一步的目的是開發(fā)出無鉛焊接的樣品��。
3����、開發(fā)健全焊接工藝
這一步是第二步的繼續(xù)����。它是對(duì)第二步在工藝試驗(yàn)中收集到的試驗(yàn)數(shù)據(jù)進(jìn)行分析���,進(jìn)而改進(jìn)材料、設(shè)備或改變工藝�����,以便獲得在實(shí)驗(yàn)室條件下的健全工藝�����。在這一步還要弄清無鉛合金焊接工藝可能產(chǎn)生的沾染知道如何預(yù)防��、測(cè)定各種焊接特性的工序能力(CPK)值�,以及與原有的錫/鉛工藝進(jìn)行比較。通過這些研究���,就可開發(fā)出焊接工藝的檢查和測(cè)試程序,同時(shí)也可找出一些工藝失控的處理方法����。
4、還需要對(duì)焊接樣品進(jìn)行可靠性試驗(yàn)�,以鑒定產(chǎn)品的質(zhì)量是否達(dá)到要求。如果達(dá)不到要求���,需找出原因并進(jìn)行解決�,直到達(dá)到要求為止。一旦焊接產(chǎn)品的可靠性達(dá)到要求���,無鉛焊接工藝的開發(fā)就獲得成功���,這個(gè)工藝就為規(guī)模生產(chǎn)做好了準(zhǔn)準(zhǔn)備就緒后的操作一切準(zhǔn)備就緒,現(xiàn)在就可以從樣品生產(chǎn)轉(zhuǎn)變到工業(yè)化生產(chǎn)�����。在這時(shí)�,仍需要對(duì)工藝進(jìn)行以維持工藝處于受控狀態(tài)。
5����、控制和改進(jìn)工藝
無鉛焊接工藝是一個(gè)動(dòng)態(tài)變化的舞臺(tái)。工廠必須警惕可能出現(xiàn)的各種問題以避免出現(xiàn)工藝失控���,同時(shí)也還需要不斷地改進(jìn)工藝����,以使產(chǎn)品的質(zhì)量和合格晶率不斷得到提高��。對(duì)于任何無鉛焊接工藝來說,改進(jìn)焊接材料�����,以及更新設(shè)備都可改進(jìn)產(chǎn)品的焊接性能��。
以上 來自 搜狐 電子工程專輯
回流焊波峰焊設(shè)備需要冷卻水來保證機(jī)器始終正常運(yùn)行在設(shè)定的溫度區(qū)間�。KUNGFLEX冷卻水管非常適合應(yīng)用于改領(lǐng)域。絕緣����,長(zhǎng)壽命,柔軟�����。歡迎選購����。






